


斜床身数控车床结构介绍
日期:2024-12-08 14:22:51 / 来源: 鼎博平台在线网站
斜床身数控车床是卧式呈45º斜床身,两坐标(纵向Z、 横向X)联动控制的数控车床,设计新颖,外形的总体结构美观大方。机床的各项精度稳定,性能可靠,操作便捷灵活。
该机床整机刚性好,操作便捷灵活。该机床用途广泛,能自动完成内孔表面、外圆表面、圆锥面、圆弧表面、端面、多种螺纹(公英制螺纹、锥螺纹、端面螺纹)、钻、扩、铰、镗孔等车削加工。适宜公司制作车间,批量加工零件。文章来自于 solidworks教程网 教程网-
1、本机床的铸件均采用树脂沙铸件,且经过二次人工时效处理,稳定性高,强度高。文章来自于 solidworks教程网 教程网-
(1)X、Z向均采用线性滑轨的滚动连动方式,摩擦系数特别小,即使在微量进给也不会有空转打滑的现象。能轻松实现μm级定位精度,因此各项精度稳定可靠。文章来自于 solidworks教程网 教程网-
(2)线性滑轨组装容易并具互换之特性文章来自于 solidworks教程网 教程网-
线性滑轨的安装只要在铣削或研磨加工的安装面上,以一定的安装的方法,即能重现线规的加工精度,可降低传统铲花加工的时间成本。并且其可互换之特性,可以将滑块任意配装在同型号的滑轨上,同时保持相同的顺畅度与精度,机床组装更容易,维修保养更简便。文章来自于 solidworks教程网 教程网-
2、本机床采用日本三菱或FANUC控制管理系统,主轴系统全套从台湾的专业生产配套厂商进口,各重要零部件均经过强化处理;采用世界知名品牌P4级主轴专用轴承及采用KLUBR NBU15油脂润滑,整套主轴在恒温条件下组装完成后,均须通过电脑平衡校正及跑合测试,使得整套主轴的常规使用的寿命长,可靠性高。文章来自于 solidworks教程网 教程网-
3、本机床X、Z两轴传动的滚珠丝杆均采用台湾专业生产配套厂商PMI提供的C3级双螺母预紧滚珠丝杆副,滚珠丝杆两端轴承均采用进口P4级60°接触角的配对组合的滚珠丝杆专用轴承,且两轴滚珠丝杆均进行预拉伸。连轴器采用德国进口BK3型,从而使得两轴的传动刚性强,精度稳定可靠。文章来自于 solidworks教程网 教程网-
(1)本机床主轴电机采用数字式伺服主轴电机或变频电机,为无级变速调速,转速范围宽。文章来自于 solidworks教程网 教程网-
(2)床的润滑系统均采用定时、定量自动集中供油润滑系统。可确保任一润滑部位均得到充分润滑。
(3)本机床采用三轴镭射和循圆检验,确保机床之动态、静态稳定性及3D加工精度及圆滑度。主要部件及附件:
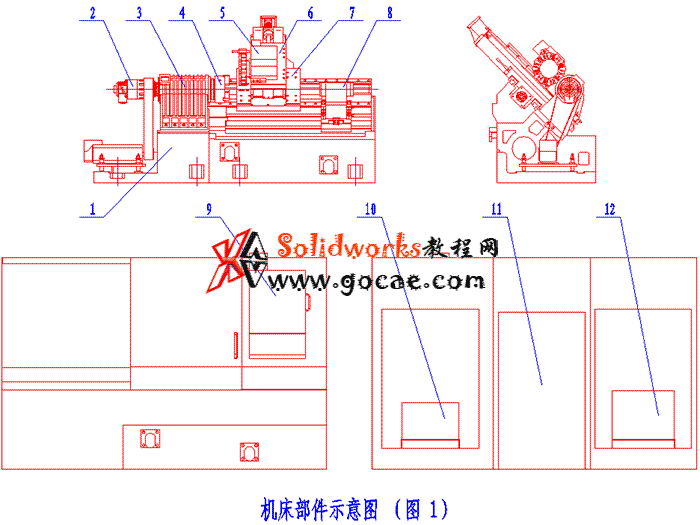
1、床身 2、主轴 3、主轴箱 4、液压卡盘 5、液压刀塔 6、滑板 7、床鞍 8、液压尾座 9、操作箱 10、液压站 11、电柜箱 12、变压器
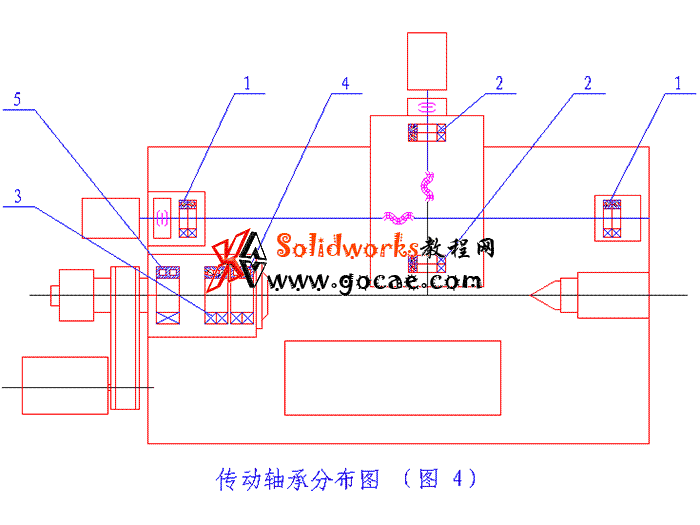
主轴的启动先从低速到高速,主轴系统独立一体,前轴承为短圆柱滚子轴承及向心推力球轴承。后轴承采用短圆柱滚子轴承.轴承间隙修磨环的厚度装配中已调到最佳状态。卡盘装置
安装卡盘时,务必先擦干净主轴头和卡盘的锥度,并将所有的凸轮转到正确的位置,见卡盘安装图(图 5)。本机床一般都会采用三爪卡盘。
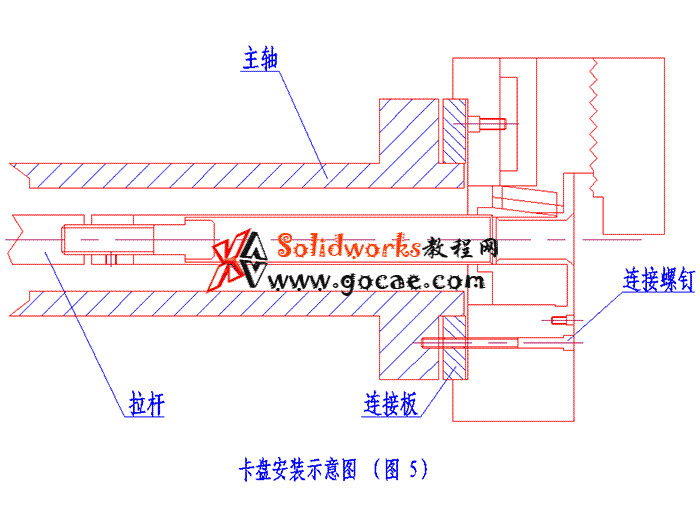
动力盘的夹持方式由脚踏开关的控制,踩下时控制松开,再踩时控制夹紧,不踩时保持现有状态。当主轴处于旋转状态时,卡盘控制开关是失效的,使卡盘保持现有状态,这样确保安全可靠。
卡盘夹紧力的控制,可根据工作需要调整压力阀,其压力由压力表指示,最大压力不超过卡盘规定的额定工作所承受的压力P=25Kg/cm。
油路上配有液控锁紧阀,一旦断电时,油路封闭,卡盘不致立即松开发生工件脱落的危险。
1。纵向(Z向)和横向(X向)的移动由伺服电机通过无健连接器带动滚珠丝杆副实现。
本机床在任何一个时间里丝干轴承都是锁紧的,并且锁紧螺母也是锁紧的。在断电或维修的情况下,Z向可由双头扳手扳动丝杆四方头移动,X向电机带抱闸装置,不可移动。
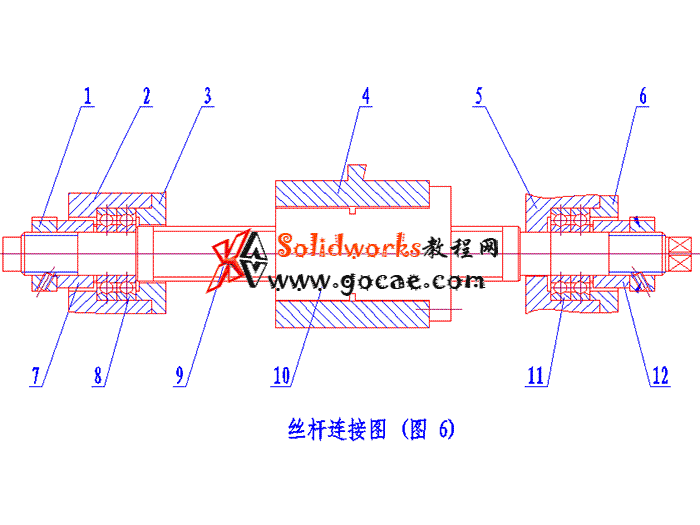
所有轴承都采用油脂润滑,在机床维修或检修时应依据情况添加或更换润滑脂。电机与丝杆的联接用联轴器连接。滚珠丝杆的连接方式如丝杆联接图 (图 6)所示。
本机床的润滑系统采取了自动定时、定量集中供油润滑系统。该系统模块设计先进、性能可靠、结构紧密相连、体积小、重量轻、安装方便。本系统在自动供油泵和节流分配器中都设有过滤网,来保证了各润滑点润滑油的质量和管路的畅通;总系统以压力供油,其各处润滑的分配不随温度和粘度的变化而变化,只与节流分配器的流量系数有关;各润滑点供油的多少不受连接管路长短的影响,来保证各润滑点均能得到充分的润滑。

进给装置的润滑,滚珠丝杆螺母由自动润滑加油站经分油器定时加油润滑,丝杆两端的轴承均用1号白色特种润滑脂进行润滑,其填充需要注意的几点同第1条中所述。尾座套筒和尾座丝杆均利用油枪加油润滑。液压系统
机床液压原理图,详见液压泵站使用说明书上的原理图,表5-1液压动作控制表及表5-2液压元件表)机床油箱采用独立装置,容积为40立升,内装L-HM46抗磨机床液压油,叶片为变量泵,流量为0-16ml/min,系统压力为25kg/cm.电气系统
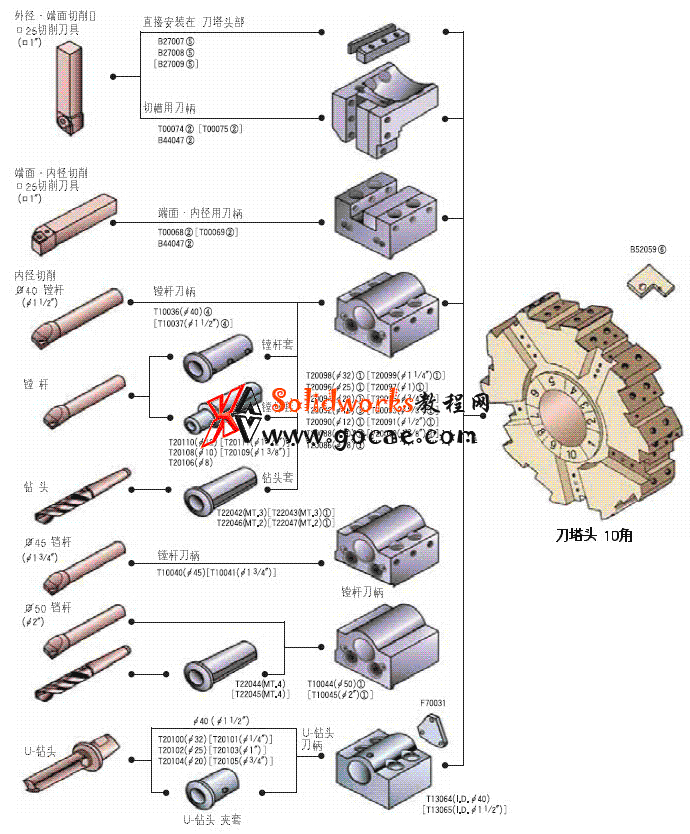
本机床采用目前快速液压换刀装置,实现机床的自动换刀。液体冷却采用与机床主体分离的冷却液箱(泵),便于冷却液的更换。
本机床配置了三菱或FANUC数控系统,是一种具有车、镗、钻、攻丝等多种功能的高档数字控制机床。它由CNC单元、伺服驱动单元、数字式交流伺服电机、机床电气(开关、继电器等)、机床控制面板、输入输出模块等几大部分所组成。详见《电气系统原理及说明书》。
在solidworks装配体中如何在 FeatureManager 设计树中直接重命名零部件
Solidworks工程图 #03 如何从工程图修改solidworks模型的尺寸
solidworks 标准件 #75 热轧普通工字钢 GB╱T 706 2016 外观尺寸 solidworks 3D模型 三维零件库 最新标准查询
米思米MISUMI 2016FA/3D选型软件solidworks标准件库
米思米MISUMI-2015-3D选型软件solidworks标准件库